LC 900/5Calibrating machine
Special machine designed to calibrate irregular porphyry, granite, quartzite and natural stone tiles.
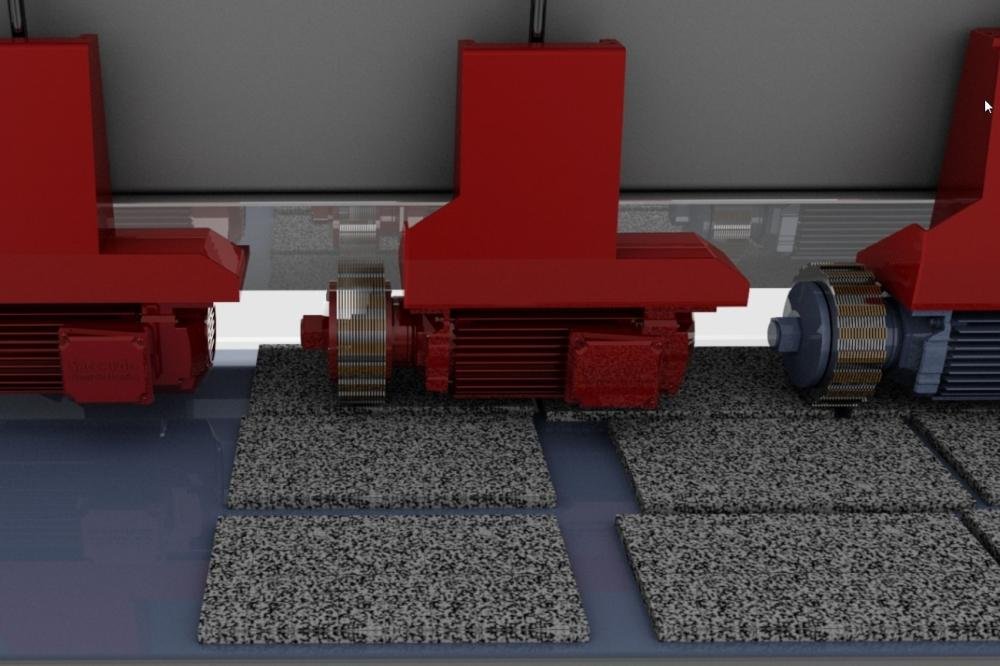
Each cutting unit comprises a motor with a pack of discs spaced by steel rings.
Some units are used for roughing and have more widely spaced discs and other units are used for finishing.
They are adjusted with incremental operating height so as to obtain a total calibration depth of approximately 10mm.
The heads can be raised together or one at a time. The height of each head is displayed on an electronic meter.
The cutting units operate both forward and back. At each limit, the belt advances the width of the disc pack.
With this particular system, a lower pressure is exerted on the material in order to avoid the breakages and cracks that may occur with traditional calibration systems.
The advancement of the bridge is on re-circulating ball guides in an oil bath, covered by a steel casing steel.
Movement is via a pinion/rack system with inverter controlled gearmotor.
The material advances on a belt driven by inverter controlled gearmotor.
It is possible to produce versions with customized discs, powers and operating measurements.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CALIBRATRICE | Mod. LC 900/5 |
| Disks diameter | mm 250 |
| Disks motor power | Kw 12 |
| Spindles number | N° 5 |
| Discs stack | mm 80 |
| Max strip thickness | mm 60 |
| Useful cutting width | mm 900 |
| Machine length | mm 5800 |
| Machine length | mm 2200 |
| Max height to the flor | mm 2200 |
| Total installed power | Kw 62 |
| Weight of the machine | Kg 6000 |
Special machine designed to calibrate irregular porphyry, granite, quartzite and natural stone tiles.
Each cutting unit comprises a motor with a pack of discs spaced by steel rings.
Some units are used for roughing and have more widely spaced discs and other units are used for finishing.
They are adjusted with incremental operating height so as to obtain a total calibration depth of approximately 10mm.
The heads can be raised together or one at a time. The height of each head is displayed on an electronic meter.
The cutting units operate both forward and back. At each limit, the belt advances the width of the disc pack.
With this particular system, a lower pressure is exerted on the material in order to avoid the breakages and cracks that may occur with traditional calibration systems.
The advancement of the bridge is on re-circulating ball guides in an oil bath, covered by a steel casing steel.
Movement is via a pinion/rack system with inverter controlled gearmotor.
The material advances on a belt driven by inverter controlled gearmotor.
It is possible to produce versions with customized discs, powers and operating measurements.